Liquid nitrogen pump pressurizes to storage tank pressure
2.2 Processed Air Capacity
1200Nm³/h
2.3 Operation Pressure
0.8MPa
2.4 Running Period
Over one year (between two high heating intervals)
2.5 Heating and Defrosting Time
≤24 hours
2.6 Device Start-up Time
12 hours
2.7 Restart Time
Stop 8 hours: ≤2-3 hours
Stop 24 hours: 5-8 hours
2.8 Power Parameter
440V 50Hz
2.9 Unit Power Consumption
~1.5KWh/L LN2
3. Operating Principle
The air separation device uses the deep-freezing method to extract liquid nitrogen from the air. The low-pressure turbine expander process freezes air into a liquid state. Based on the boiling points of liquid oxygen and nitrogen, air is rectified in the fractionator to obtain over 99.99% pure liquid nitrogen.
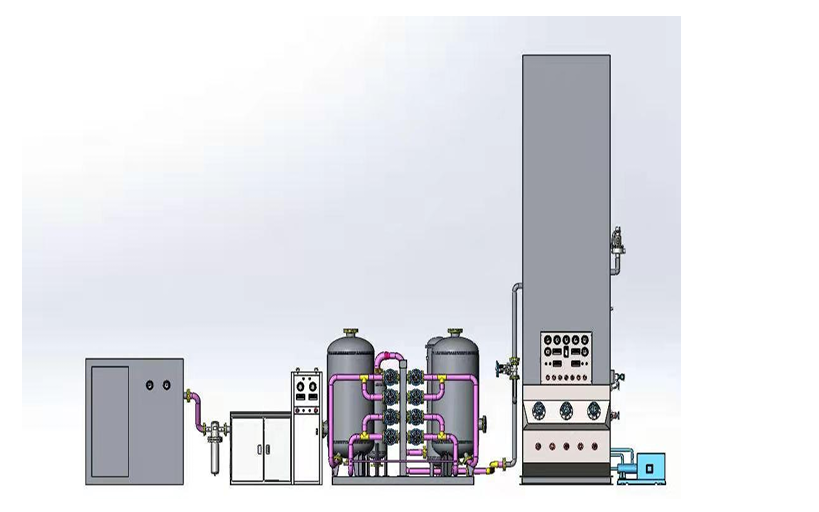
4. Process Description
100L Air Separation Equipment Overview
The 100L air separation equipment is a fully low-pressure air separation device, utilizing advanced molecular sieve adsorption and purification at normal temperature. It employs a double-expansion refrigeration process using an all-aluminum rectification tower, which allows it to continuously produce 100L/h of liquid nitrogen with a purity of 99.99% or higher. The equipment is characterized by its reliable performance, advanced technology, stable operation, easy maintenance, and cost-effectiveness. It has been proven to achieve domestic advanced levels in design and manufacture.
Key Features:
Liquid Nitrogen Output: 100L/h with 99.99% purity or higher.
Construction: All-aluminum rectification tower for enhanced durability.
Technology: Utilizes molecular sieve adsorption for air purification.
Performance: Stable, reliable operation with simple controls and convenient maintenance.
Process Flow Description
Air Compression & Cooling:
Raw air is drawn in through a suction inlet and passes through a self-cleaning air filter.
The filtered air is compressed using an air compressor.
Compressed air is cooled using water, reducing its temperature before moving to the next step.
Expansion & Pre-Cooling:
The cooled compressed air enters the booster end of the expansion machine.
It passes through an air pre-cooling unit to further cool down.
A gas-liquid separator removes water, reducing the load on the molecular sieve purification system.
Molecular Sieve Purification:
The air enters a molecular sieve adsorber, which removes water, carbon dioxide, and hydrocarbons.
Two adsorbers are used alternately—one for work and the other for regeneration using waste nitrogen.
Cold Box Heat Exchange:
The purified air is split into two streams after entering the cold box.
The first stream is cooled by the first and second heat exchangers before entering the rectification tower.
The second stream is supercharged and further cooled before being expanded in the expansion machine.
The expanded air is rewarmed and returned to the air compressor inlet.
Rectification Process:
In the rectification tower, the air undergoes heat and mass exchange:
Nitrogen, with a low boiling point, evaporates.
Oxygen, with a high boiling point, condenses.
Multi-stage trays facilitate the condensation and evaporation processes, forming oxygen-rich liquid air.
Condensing & Evaporation:
The oxygen-rich liquid air is throttled by a liquid-air throttle valve and acts as a cold source for the condensing evaporator.
High-purity nitrogen rises to the top of the rectification tower.
The nitrogen exchanges heat with the liquid-air, evaporating the liquid-air while condensing nitrogen.
Reflux & Storage:
Part of the condensed liquid nitrogen is returned to the rectification tower as reflux for further rectification.
The remaining liquid nitrogen is subcooled and transferred to the liquid nitrogen storage tank.
Waste Gas Handling:
Polluted nitrogen from the top of the rectification tower is reheated in several heat exchangers.
It is then discharged from the cold box and used as a regenerative air source for the molecular sieve purifier.
5. Equipment Advantages
1. The overall skid-mounted direct connection structure and high pressure hose connection make it unnecessary for users to invest in connecting pipelines and valves between devices, saving your investment cost.
2. The user only needs to make the equipment workshop and the ground and lifting tools in the workshop, without preparing other installation materials and tools. 5 / 18
3. Small size and low footprint.
4. The whole set of equipment has no foundation installation, stable operation, simple operation and convenient maintenance.
5. Since the equipment adopts internal compression process, the maintenance cost in the later period of the equipment can be minimized to improve the work efficiency.
6. All the single use of the most advanced technology, greatly reduce the energy consumption, save the electricity bill.
7. The cooling mode of the equipment is air cooling, so users do not need to build cooling pools, thus saving capital expenditure
7. Instructions for Supporting Units
1. Air Compressor – 1 set
Type: Screw Compressor, fully integrated with lubrication, electric, cooling, and instrument control systems for mechanical and electrical integration.
Features: Intelligent PLC controller with a touch panel for parameter adjustments and monitoring. It offers Chinese and English display options, automatic protection, alarms, and remote control. Capable of unattended continuous operation.
Manufacturer: AEUT-AP or equivalent.
Type: Oil injection screw type (oil content ≤3ppm).
Model: AED110A/10.
Flow Rate (dry state): 24.2 m³/min (1200Nm³/h).
Inlet Pressure: 0.092 MPa.
Inlet Temperature: 25°C.
Relative Humidity: 82%.
Outlet Pressure: 8 bar.
Outlet Temperature: 40°C (after cooler).
Motor Power: 110 kW.
Cooling Method: Air-cooled.
2. Pre-cooling System – 1 set
Type: Fully enclosed inlet compressor, utilizing efficient steam separation and automatic drainage to prevent liquid water in the outlet air.
Features: Imported refrigeration components, remote signal interface for inlet/outlet temperature, remote start/stop signal, and equipment running fault signal. Box structure for easy installation.
Model: SAYL-1200/10.
Processed Air Capacity: 1200 m³/h.
Air Inlet Pressure: 1.0 MPa.
Inlet Temperature: ≤45°C.
Outlet Temperature: 5-8°C.
Power: 20 kW.
Cooling Method: Air-cooled.
3. Molecular Sieve Purification System
Type: Double-adsorption cylinder structure, allowing one to run while the other regenerates, ensuring continuous clean air for the fractionator.
Safety Features: Automatic cut-off and restart of the heater’s power supply based on outlet temperature to prevent overheating.
Model: HXK-1200/7.5.
Capacity: 1200 Nm³/h.
Absorbent: 13X Molecular Sieves.
Design Pressure: 10 bar.
Inlet Temperature: 8°C.
Outlet Temperature: 12°C.
Molecular Sieve Regeneration Temperature: 180°C.
Working Period: 8 hours per adsorption cycle.
CO2 Content (outlet): ≤1 ppm.
H2O Dew Point (outlet): ≤-60°C.
Heater Power: 24 kW.
4. Turbine Expander – 1 set
Manufacturer: Designed by the Institute of Physics and Chemistry, Chinese Academy of Sciences, with extensive experience in turbine design and manufacturing.
Inlet Temperature: 140K for booster and 120K for low pressure.
Inlet/Outlet Pressure: 0.7/0.04 MPa for booster, 0.3/0.04 MPa for low pressure.
5. Rectification Column – 1 set
Type: Aluminum plate-fin heat exchanger to enhance heat exchange and minimize operating pressure, saving energy costs.
Features: Digital display instruments for temperature, flow rate, and liquid level.
Model: FN-100.
Liquid Nitrogen Output: 100 L/h (65 Nm³/h).
Liquid Nitrogen Purity: ≥99.99%.
Inlet Pressure: 0.7 MPa.
Dimensions: 2100 mm x 2300 mm x 9000 mm.
Working Period: 360 days.
6. Low-Pressure Liquid Nitrogen Pump – 1 set
Flow Rate: 100 L/h.
Power: 4 kW.
Outlet Pressure: >8 bar.
7. Liquid Nitrogen Tank – 1 set
Volume: 15 m³.
Working Pressure: 0.8 MPa.
8. Scope of Supply 13 / 18 1>. Air compressor 1 set Including: 1 host, 1 set of oil and gas separator, 1 set of aftercooler, 1 set of PLC automatic controller, 1 set of motor, random spare parts and technical documents. 2>. Purifier 1 set Include: Absorber 2 pc, heater 1 pc, filter 1 set, control panel 1 set, Pipe and valve 1 set, Molecular sieves 1set, technical documents etc. 3>. Turbine expander 2set Include: Main machine 1 set, filter 1 set, inlet and outlet muffle 1 set, survey speed explore head 1 set, instruments 1 set, valve and pipe 1 set, document etc. 4>. Rectification Column 1set Include: Main body 1 set, perlite 1 set, cold-box 1 set, valve and pipe 1 set, instruments 1set, document etc. 5>. Pre-cooling system 1 set Include: Main machine 1 set, evaporator 1 set, water separator 1 set, instruments 1 set, pipe and valve 1 set, documents etc. 6>. Cryogenic liquid pump 1sets Including: 1 host, 1 motor, 1 set of instruments and random technical documents. 7>. Connecting pipes 1set 8>. Low-voltage switchboard 1pc 9>. Nitrogen purity analyzer 1 set 9>. Liquid Nitrogen Tank 1 set